������ƪ����������[�й�Ļǽ��]�༭������������
����һ��������
������ĩ(��̼��)��Ϳ���Ͳ�����Ϳ������֮ǰ����Ҫͨ��ǰ�������Ͳ������γ�һ�����ܵ����ӽ��ʣ�ǰ�����ӹ����̡�����ͨ��ȥ���Ͳı�������ۡ����ʣ���Ȼ����Ĥ֮���پ�����ѧ����(���������ۻ����������ۻ�������ҵ��ٿ��ṩ��)��ʹ������������һ���ۻ�Ĥ����Ŀ���ǣ�
����(1)�������Ͳı��治��������ʴ����������ʴ������ҵ��ٿ��ṩ������ֹ��һ��������Ȼ����Ĥ��
����(2)�������Ͳı���ͷ�ĩͿ����ˮ������Ľ�ϣ���Ҫһ����ɲ㣬����ʹ������ǽ���֮����������ǿ���ﵽ���(��������飬�������飬��ˮ������ϸ�)ʹ��״̬��
����1. ��ͳ��ǰ�������գ�
�������Ͳ��������ϡ�ˮϴ����֬��ˮϴ����ʴ��ˮϴ��ˮϴ���кͳ����ˮϴ��ˮϴ����ѧ����(���������ۻ�)��ˮϴ����ˮϴ�����ɻ��ɡ�������Ϳ(����)
�������Ϲ����DZ���������ǰ�������շ���,�ҹ���20����80�����ʼ���������ã�����90�������,��ͳ��ǰ������֬����ʴ���кͳ����������������з�������һ��֬�����������档���ŵ��ǣ����������գ��������Ч�ʣ�ͬʱҲ�����˶��ˮϴ�����ķ�ˮ�����������˹���Ҳ��һ��������ȱ�㣺����һ��֬���ô���������᳣�¿��ٸ�ʴ�����棬������IJ�Һ�з����Ӻ������س��꣬�����˷�ˮ�����ĸ�����
����2. ���õ�����һǰ�������գ�
�����������š�ˮϴ������һ��֬��ˮϴ��ˮϴ����ѧ����(���������ۻ�)��ˮϴ��ˮϴ(��ˮϴ)�����ɻ���-��������Ϳ(����)
����3.ǰ����(��ͳ���ִ�)����ȱ�ݣ�
���������ʮһ���ͣ����Ź��ҶԻ���������ˮ��Դ�����������ͼ�����ȵIJ��ϼӴ�2015�����Ҫ��ʽ�䲼���л�������������������Ϊ�ˣ���Ϊ���Ͳļӹ���ҵ��������Ҫ���ǸĽ��µļӹ����շ��������Ϲ�����ʹ���ж����к���Ⱦ���ʣ��磺��ͳ�����еķ����ӡ����۸�;�ִ����ۻ��������������õķ�����Ρ��������Σ����м��ٳ�Ĥ������ᣬͬ��Ҳ�����ж�����Ⱦ�����⡣�������ۻ����մ��������ɵ�ת��Ĥ�����и������������ɵĸ���Ĥ(300-1000mg/m2)��ȣ���Ĥ�㱡(70-150mg/m2)�����ɡ���������������ɫ�������������ж�ǰ������Ĥ���Ƿ�ϸ���������Ҫ���ϸ��ղ۱���ʹ�ô�ˮϴ������Ĥ��������ʧ����ˣ�Ŀǰ�������Ҳ������ۻ���Ϳ����ǰ������Ϳ����������ʱ�з�������������ҵ���û������˲����ֲ���ֱ�Ӿ�����ʧ�ͼ�Ӿ�����ʧ��
������������ǰ�������ռ��ص㣺
����1.��Ҫ��������⣺
����(1)���������ա��������Ч�ʡ����������ɱ������ٷ�ˮ�ŷš�
����(2)����ʹ���ж����к������ҽ��õ�һ�������к���ѧƷ���磺����ᡢ����(����)�Լ������ؽ����Ρ�
����(3)���ͲIJ���Ϳǰ������������õ�Ĥ����ʣ����ȣ�����ָ��Ҫ��ȫ�ﵽ�и���������������ָ��Ҫ������ĩ��Ϳ����������ĩ��Ϳ������ҵ��ٿ��ṩ����Ϳ�����������������飬Ҫ��ȫ�ﵽ����GB5237-2008��Ҫ��
����(4)���ռ��ɲ�����Ҫǿ����Ʒ���߿�����ʱ��ز�Ʒ������Ĥ�����(����Ĥ)�ȶ���ǿ��
����������Ҫ���������մ������⣺������˾ͨ���������䷽��С�ԡ����ԡ������������顢�������ƿ������������Ͻ�ǰ�������ʵļӹ����շ�������ȫ��������ִ��ǰ����(�и�����)�ӹ����գ���ʵ���ԡ���ӱ�ԡ������ԡ����������ԣ�ʵ����ҵ�״���
����2. ����ǰ�����������̣�
�������Ͳ����š�ˮϴ���ĺ�һ���绯ѧ����(�ۻ�)��ˮϴ��ˮϴ�����ɻ��ɡ�������Ϳ(����)��
����3.����ǰ���������ص㣺
����(1)����ȼ������������������Ч�ʡ������˷�ˮ�ŷ�����
����(2)ͨ�������̵ĵ縯ʴ����֬���������ã�������ʹ������һ��֬��������
����(3)�����ﵽ�˲�ʹ���ж����к��Ļ�ѧ��ȾҩƷ���磺�����ӡ����۸��������ؽ����������˶Ի�������Ⱦ�����Ϲ��һ���Ҫ��
����(4)ʹ�õ�Ũ�ȵ��л����䷽���������ʣ��ӹ����̲��õ͵�ѹ���͵��������µ���Ĥ(����Ĥ��)��Ŀǰ�ڹ��ڡ���ʵ���״���
����(5)�ӹ�������������ͳ���ձȽϣ���Ĥ�ٶȿ졢�ӹ�ʱ��̣�����Ǵ�ͳ���յ�1/5��1/6����Ĥ�ȶ���Ŀ�ӿɼ��(Ĥ����߲�������ɫ)����֮���Լ۱ȸߡ�
����(6)ͨ�����ٵ���Ĥ�Ķۻ�����ԭ�������ö���ѹ��������ĵ绯ѧ�������������γɵ�Ĥ���ʵ���ʵ�����ȣ���Ĥ��(����Ĥ)���������ܣ������Ͳı��漰Ϳ���������������и���ǰ����������Ƚϣ������ԡ�
�������������豸���������豸������ҵ��ٿ��ṩ����
�������������ǰ����ͳ���գ���Ҫ���ӵ��豸Ͷ���У��ɿ������������Һѭ��ϵͳ����Һ���˻������缫�塢ĸ�ߣ������˹������żܵȡ�
�����ġ�����������֡�ǰ�����������
����1. ���ĺ�һ���ۻ�����֣�
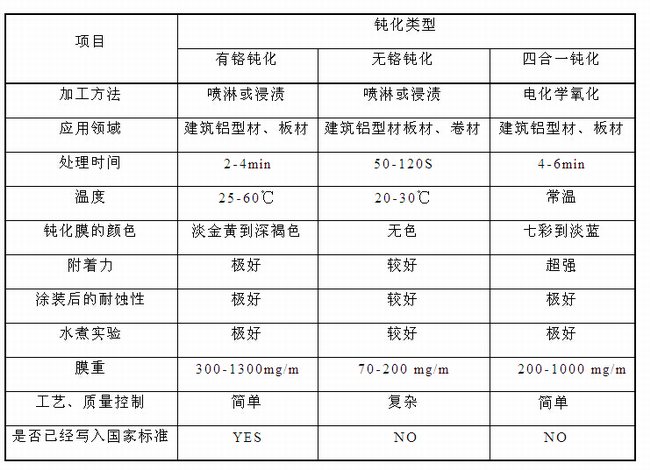
���������ղ�����һ�֡��ĺ�һ���Ķۻ�����Ϊ������ʼ���Ĥ���ʣ�����Ҫ��֣�
����1. ���ǻ��л��ᣬ����ռ�ۻ�����������5-25%
����2. �����л������(�������������ᣬ��ʯ�ᣬ�����ᣬ���ᣬ���ᣬ������)������ռ�ۻ�����������10-30%
����3. ������������Լ���ռ��������0.19-0.59%
����2. ǰ�����������
�������ͲIJ�����Ϳ������ǰ�����뾭��ǰ�������������������γ�һ��ǰ�������ʣ������������������Ϳ�ϵĽ����(������)�������й�������Ⱦ�̶ȵ�����Ӿ磬��ͳ��ǰ�������ʡ�������Ĥ (300-1000mg/m2)���ں����ж������۸����ѱ�������ò�Ʒ���С�
������ϵ��ǰ�������ʡ�����ת��Ĥ(70-150mg/m2)����Ȼ�ܹ��������Ⱦ���������⣬�����ּӹ�����ʹ����ﯷ����һ���������÷�������Ⱦ�����Ǵ���ǰ��������(�ۻ�Ĥ)Ĥ�㳬������������ĥ������������ĥ�ԡ�����ҵ��ٿ��ṩ����ױ����ˡ����ˡ����ˣ���ʵ�����������У����ƻ��Ľ���(�ۻ�Ĥ)��������ױ��ܱ�����Ⱦ��ʴ��Ĥ����Ⱦ��ʴ����ѱ����֣���������ʴ���п�����ɷ�ĩͿ���������䣬��������������������ɫ����ɫ�����ڴ��������������в�Ʒ���������ʵ��100%ȫ�죬ֻ����ȫ�����ս��б�֤��һ���ӹ����ճ���ʧ��δ���֣��������ش�������¹ʷ�����
��������ǰ�������ʡ�������Ĥ(200-1000mg/m2)�������ڵ��������Ӧ״̬����ɣ���������е��л��Ḵ���κ��������(��Ũ��������)��ͨ�����������Ӧ�����X���������γ�һ�㸴������״�ۻ�Ĥ�㣬��Ĥ������߲ʵ�����ɫ��������ǿ��ͬʱ�����ķ����ǻ�γ�ͬ����Ĥ�㣬ʹ����и��Ӷ��ص����������������Ͳ���ۺ���̻������У�����ǰ�����������ĩ�ڽ�����Ӧ�������γɷǾ�̬�������壬ʹ��ĩͿ�����Ͳı�������(������)��ǿ����ǰ���������洦����������Խ�ġ�
�����塢�������ղ�����������ܶԱȣ�
����1.���ղ�����(��ۣ�60g/L)
����(1)�ĺ�һ�ۻ����� 50- 60g/L
����(2)�¶ȣ� ����
����(3)��ѹ(ֱ��)�� 15-18V
����(4)�����ܶ��� 0.25-0.35A/dm2
����(5)ʱ�䣺 4-6 min
����(6)���裺 ѹ�������ײ���������ѭ������
����2.���ն��
����(1)�ĺ�һ�ۻ���4-6kg/T(ƽ��ÿ�����İ�400-600m2����)
����(2)��ģ�20kw.h/T��
����3.���ܶԱȣ�
�����ܽ
�����������������������Ͳ�ǰ�������ʼ��ӹ����շ���������ԭ�е����Ͳ�ǰ�����ӹ����յĻ����ϣ���������Ⱦ�������͵�(�ĺ�һ)�ۻ���Ϊ��Һ������ʣ��ӹ����շ�����������������������֬����+���ܻ���ݷ�������Ϊһ���ĺ�һ�绯ѧ��������ʹ�ӹ�������Ͳ�ǰ���������γɸ�������״�ۻ�Ĥ�㣬���͵ļӹ����շ�����Ч�������˼ӹ�����ʱ�䣬�����˸����ϲ��ϵ��������ģ����������Ч�ʡ������������ɱ����ҷ�ˮ�ŷŵĴ��������Լ��٣���������ķ�ˮ�в����й������ŵ��ж����к�Σ����Ⱦ�
�����������Ͳ�ǰ�������ʵĸ�������ָ�꣬�ӶԱȱ������Կ����������Ǽӹ��������������ܡ��������ܡ����ܽ��ģ�����������Ϳ��IJ�Ʒ�����ȶ�����(��ʪ������)����ȫ����������ڵġ���ͳ�ļӹ����շ�����Ϊ�ˣ��������Ͳ�ǰ�������ʼ��ӹ����յ��ƹ���ʹ�ã������й������������Ͳı��洦����ҵ��һ�η�Ծ��


����ĥɰ�����Ͳģ�ĥɰ�����Ͳı����˹��������Ͻ��Ͳ��ڽ���װ���д���һ���Ļ����������»��γɹ�ĸ��ŵ�ȱ�㣬���ı��������һ��ϸ����ͣ������г��������������е�ĥɰ�ı���˷�����ɰ�������ȣ����ܿ���ģ�ƵIJ��㡣
������ɫ�����洦
����Ϳװ���հ���ǰ������Ϳװ���֡����洦��������ֱ��Ӱ��Ϳ��Ա�Ϳ�������ĵĸ����������ϵ���ʴ���ܡ���ˣ�Ҫ��ø������IJ�Ʒ�������ϸ�Ϳװǰ�ı��洦����ҵ��ͨ��ǰ�������ǹ����ﵽ����Ҫ�������ۼ�ˮ�֣������⼣������������ᡢ���

����ĥɰ�����Ͳģ�ĥɰ�����Ͳı����˹��������Ͻ��Ͳ��ڽ���װ���д���һ���Ļ����������»��γɹ�ĸ��ŵ�ȱ�㣬���ı��������һ��ϸ����ͣ������г��������������е�ĥɰ�ı���˷�����ɰ�������ȣ����ܿ���ģ�ƵIJ��㡣
������ɫ�����洦