1.3.3.4
人造板幕墙:不可在面板上直接安装防火层,防火层要设在衬板上(防火层固定方法要保证防火层在火灾中不会脱落)。无墙面部分要在衬板上设防火层(防火层固定方法要保证防火层在火灾中不会脱落),隔墙与防火层间间隙设宽度不小于1.2m防火封堵。对敞缝的防火层外表面上要设防水层;对填缝的防火层外表面上可不设防水层。
1.3.3.5
全玻璃幕墙:窗下墙部分设防火玻璃防火层,隔墙与防火层间间隙设宽度不小于1.2m防火玻璃防火层。
1.3.3.6
双层幕墙:
热通道每层(开间)不能窜通,窗下墙部分设防火层(防火玻璃防火层),每开间隔墙外设宽度不小于1.2m防火层(防火玻璃防火层)
1.3.3.7 采用
聚苯板或
挤塑板外保温的幕墙:应按垂直方向每一层楼在楼板处设一道水平阻燃防火隔离带并做防火封堵和沿水平方向每20米或3个开间的窗间墙或框架柱处设一道竖向阻燃防火隔离。在保温材料外采用不燃材料作厚度不应小于3mm的防护层,将保温材料完全覆盖。
1.3.4 防火分区之间的防火设计
多层建筑的每一个楼层是一个防火分区;同一个楼层面积大于2000平方米时,要用防火墙划分为若干个面积不大于2000平方米的防火分区。这些防火分区之间的部位要有相应的防火设施。
1.3.4.1 层间不燃烧墙体:楼层之间在楼板边缘应有高度不小于800毫米的不燃烧墙体,防止下一楼层的火焰卷入上一个楼层。可以计入这个高度的有:
不燃烧的实体墙(混凝土墙、砖墙等);
位于楼板边缘的混凝土梁板、有防火保护的钢梁和组合楼板;
由防火材料组成的防火墙(如硅镁防火板夹120毫米厚的防火岩棉等);
单片防火铯
钾玻璃及其制成的
中空玻璃、
夹层玻璃。
当梁离板边太远应另设不燃烧墙体
1.3.4.2 防火墙左右侧的不燃烧墙体:防火分区之间的防火墙到了楼板边缘,其左右两侧各1.0米范围内必须为不燃烧墙体。实体墙、由不燃烧材料组成的墙体、
单片防火玻璃及其制品等均可计入其宽度。
1.3.4.3 楼层间的隔烟层:为了防止下部楼层的烟雾穿过幕墙与楼板间的空隙进入上部楼层,两个楼层间幕墙与楼板间的空隙应设一道或两道防烟隔断。
隔烟层可以采用多种材料,如防火岩棉、防火板、单片防火玻璃等。最常用的做法是100毫米厚的防火岩棉用1.5mm镀锌钢板承托。
如果保温材料采用
挤塑聚苯板等可燃烧材料,防火岩棉一直延伸到玻璃面或铝横梁,保温板放在隔烟层之上,用防火棉建立的隔烟层要把保温板进行分隔。
防烟材料填满窗下幕墙板后面的全部空隙,这是不对的。规范要求100毫米厚的隔烟材料“充填密实”,没有要求“全部塞满”。塞满后容易产生冷凝水,降低充填材料的保温或防火性能;前面是
玻璃板时,在阳光透射下会积聚热量,使玻璃板因温度升高而破裂。即使是做保温,也应离开玻璃板30mm~50mm。
1.3.4.4 实体墙上的隔烟措施:
铝板和
石材幕墙后面往往是实体墙,实体墙一般是不透烟的。所以除可按一般幕墙做层间隔烟层外,也可以不设层间隔烟而做
门窗洞口周边隔烟。
1.3.5 楼层防火单元间的玻璃防火隔断
楼层上防火单元间通常用防火墙分隔。当建筑设计要求防火隔断为透明时,可采用玻璃防火隔断。玻璃防火隔断面板应采用铯钾单片防火玻璃及其制品。支承框架采用防火处理后的
钢结构,并用防火
密封胶密封。防火隔断与主体结构的后连接不应采用
化学螺栓,应采用后切底机械
锚栓。
2 无焊接施工工艺设计
幕墙在施工过程中产生的焊接主要是幕墙
连接件与埋板间的焊接、连接件与连接件调整后的焊接、连接件与调整孔的螺栓垫片的焊接,通过焊接使其保证不产生相对位移和
螺纹退扣,保证幕墙的安装
强度。无焊接安装是采取通过相互吻和的齿条来达到防止幕墙各连接点产生位移的施工工艺。
2.1 无焊接的设计理念
无焊接安装节点见图:
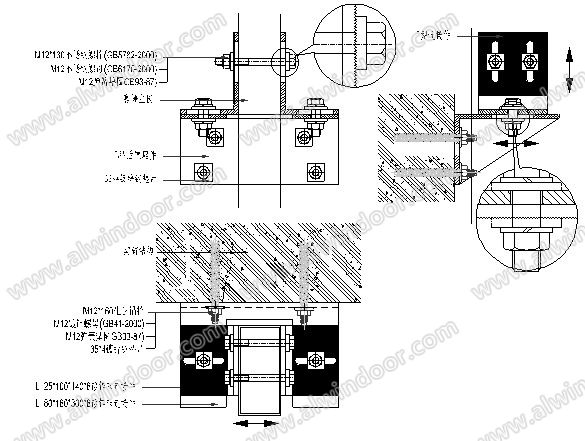
2.1.1 因为外墙改造中建筑幕墙不能采用预埋埋件施工,必须采用后植埋件,后植埋件必须采用
化学锚栓进行固定,化学锚栓因受热而影响
锚固强度,为此化学锚栓不易焊接面导致锚栓受热而降低强度,改造幕墙又都采用侧埋埋件,为此直接采用L形后植埋件,与墙体固定端的L型后植埋件采用直径20mm的大孔,用直径12mm的4支化学螺栓通过大垫片和弹簧垫固定牢固, 因重力作用此处不会因
荷载而导致位移。
2.1.2 与连接件连接的L型后植埋件另一端下面开有前后长孔与其垂直齿条,实现幕墙骨架的前后调整;L型连接件的一端开有左右长孔与其垂直齿条,实现幕墙骨架的左右调整,开有前后调整的长孔的L型后植埋件与开有左右长孔L型连接件经螺栓进行固定,固定的螺栓上下都有与长孔相垂直的齿条垫片与L型后植埋件和L型连接件的齿条相吻和,达到控制位移之目的。
2.1.3 L型连接件的一端开有上下长孔与其垂直齿条,实现幕墙骨架的上下调整,开有上下长孔L型连接件经螺栓与主骨架进行固定,固定的螺栓上下都有与长孔相垂直的齿条垫片与L型连接件的齿条相吻和,达到控制位移之目的。
2.1.4 经过三维调整后,把固定吻和的垫片和钢件齿条的螺栓用力矩搬手将螺母拧紧,把弹簧垫压实,防止螺母退扣,完成幕墙与主体结构的连接安装。
2.2 无焊接安装的质量控制
无焊接安装的质量控制的关键点,主要解决齿条的加工及其加工精度,另外要保证齿条要有足够的强度。齿条的加工可以通过机械滚压加工,冷
冲压加工获得,当采用齿条与
角钢方向一致时也可以通过热轧加工而成。
要保证孔的加工与螺栓的配合精度,螺栓不能采用捻扣螺栓,螺纹外径与螺杆直径相等。
为了保证螺栓不退扣,采用GB/T 7244《重型弹簧垫圈》防止螺母退扣,也可采用内为普通螺母外加锁紧螺母的双螺母锁紧防止退扣,还可以采用带止退槽的螺栓和垫片防止退扣。
2.3 无焊接安装强度
连接件与幕墙结构连接时一般采用长孔内外调整,这时齿条主要承受幕墙的
风荷载,当与建筑结构主体连接时一般采用长孔上下调整,此时齿条主要承受幕墙重力荷载,而对齿条的齿面承受的是承压力,所以齿条应计算其承压
承载能力,其受力分析见图1或图2。

 上一页1234下一页
上一页1234下一页