本篇文章内容由[中国幕墙网]编辑部整理发布:
第一步骤:产前准备
※ 生产部接到设计部发放单元幕墙板块加工图、组装图及综合目录明细表,计划中心发放生产任务计划通知单后,详细核对各表单上数据是否一致。
※ 按图纸及明细表编制工序卡,下发单元幕墙板(词条“墙板”由行业大百科提供)块加工图、组装图及工序卡到相关操作者。
第二步骤:材料领用
※ 生产部按明细表开材料领用单到仓库领取材料。
※ 要求型材(词条“型材”由行业大百科提供)代号与规格准确、表面涂层或氧化层无划伤。
第三步骤:加工
※ 型材
产前准备→领取材料→下料→数控加工中心钻铣加工→型材保护→检验→入库
A.严格按加工图纸尺寸(对照细目表、套材表)要求进行加工,首检必须执行。
B.在加工过程中对型材表面注意保护,避免划伤。每道工序之后必须把铝屑清理干净。
C.按类存放,标识(型材代号、加工图号、下料尺寸等)清晰,相似型材不能混淆。
D.对于切角型材更应注意,切角角度更需准确,时常抽检。
※ 附件

按细目、组装图要求分清代号(国标号)、规格及使用部位,不得随意替代、混淆。
第四步骤:组件
※ 中空玻璃(词条“中空玻璃”由行业大百科提供)组件
按细目中空玻璃代号选材准确,并同时进行尺寸复核及玻璃检测(不允许有划伤、裂纹、缺边等缺陷)。
※ 铝板组件
按细目铝板代号选材准确,并同时进行尺寸复核及铝板检测(不允许有划伤等缺陷)。
※翻窗边框组件
a.按加工图要求加工框料后穿入胶条,组角处去毛刺。
b.利用德国产EP134组角机(词条“组角机”由行业大百科提供)组角,组框前在组角处涂密封胶,组角处首先保证内视面效果。
c.胶条正确安装并保持自然状态,组角后把胶条对角处用胶水可靠粘接。
※翻窗扇框组件
a.严格按加工图要求加工扇框料,组角处去毛刺。每次德国产UAS锯加工前必须试加工一支型材,以确保加工精度,首检合格后再批量生产。
b.由于扇框料加工难度大,必须100%检验。
c.利用组角机组角,组框前在组角处涂密封胶,组角处首先保证内视面效果,尽量减小阶差(0~0.5mm)。
d.多点锁安装按图纸要求进行安装,使各种附件在铝槽内滑动自如,手柄转动灵活。
※玻璃翻窗组件
a.按细目中空玻璃代号选材准确,并同时进行尺寸复核及玻璃检测(不允许有划伤、裂纹、缺边等缺陷)。
b.按组装图要求把玻璃固定在扇框上, 注意边缘尺寸。
c.结构胶胶缝要注满不存空隙并刮平,使外视效果美观、干净。按规定固化时间静置后才能使用。
注意:严格控制厚度尺寸公差。
※组件总要求
在组件明显处贴标识,填写对应工程名,工序号,图纸号,操作者名,及检查员检验结果。
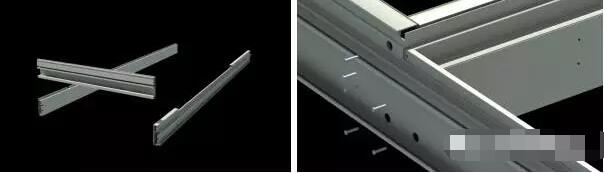
第五步骤:单元式幕墙板块框架组装
(1)单元板块框架的组装
※ 框架组装
A. 把工作台清理干净,按组装图细目把所需要的型材、附件准备齐全。
B. 把横竖框上的胶条先穿好, 两端各留10mm使胶条处于自然状态。最后对于竖框胶 条 槽口用钳子捏扁,两端余量现场安装时再切掉,以防止胶条松动、变形、脱落。
C. 横框胶条余量组框时切掉。
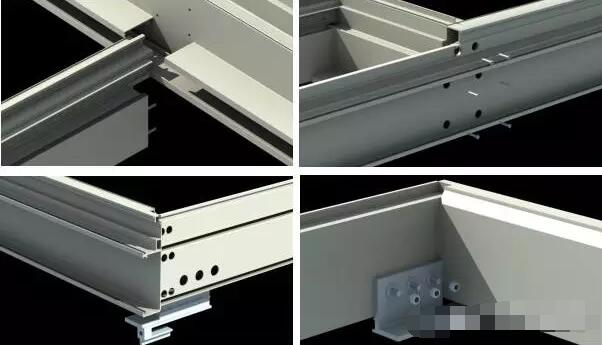
D. 横框端头(与竖框侧面接触部位)均涂密封胶,厚度1mm;按组装图要求进行组框。先在钉孔内注入适量密封胶,然后拧紧,再把钉帽处用胶密封,以确保螺钉的防松及钉孔处的水密性。在安装横框之前把支撑件(3支)按组装图所示窜入竖框槽口内。
E. 组框时注意横竖框接头处平整(以内视面为主),不允许出现阶差;板块外形尺寸公差为±1mm,对角线尺寸公差控制在±3mm之内。
F. 横竖框组装后,横框开口部位按组装图所示打密封胶
注意:凡打胶处型材表面在打胶之前必须用溶脂性、去污性、挥发性强的清洁剂(如丙酮、工业酒精等)清洗。
第六步骤:板块组装
※ 中空玻璃组件安装
A. 对照组装细目中空玻璃组件编号选取组件, 按组装图要求进行组装。
B. 全部平落在框架内, 使付框豁口与锁扣(词条“锁扣”由行业大百科提供)位置相对应, 由上向下推到位。
C. 安装限位角片, 钉帽处用胶密封, 放置橡胶垫, 泡沫棒。
注意:使玻璃底边与橡胶垫实接触, 两侧与框架边缘对齐。
※ 铝板组件安装
A.对照组装细目铝板编号选取组件,按组装图要求进行组装。
B.把铝板组件平放在框架上,先由上向下推到位,再由右向左推到位。铝板组件调正位置(两侧与支撑件边缘对齐,上付框与上横框全部实接触)后固定。
翻窗边框组件安装
a. 对照组装细目翻窗边框组件编号选取组件,按组装图要求进行组装。全部平落在框架内。
b. 先把两侧用带胶的螺钉固定,再用螺钉分别与上下方的横框连接。注意钉帽,钉头处抹胶,保证钉孔处的水密性,要求美观干净。
c. 边框组件固定后,边框周边与横竖框构成的胶槽(4X5)用胶密封,保证内视效果美观、干净。正面两侧竖框槽内胶槽放入泡沫棒后用胶密封,两端开口处用泡沫棒塞好后再用胶密封。然后在竖框侧面开泻水孔φ10左右。对照多点锁组装图中锁块在边框上的中心位置,把锁块靠在定位凸台上。先安装两边的调整钉位;中间的紧定螺钉待玻璃翻窗组件调正位置后再安装。
中空玻璃组件安装
a. 对照组装细目中空玻璃组件编号选取组件,按组装图要求进行组装。
b. 全部平落在框架内,使付框豁口与锁扣位置相对应, 由上向下推到位。
c. 安装限位角片,钉帽处用胶密封,放置橡胶垫,泡沫棒。
注意:使玻璃底边与橡胶垫实接触, 两侧与框架边缘对齐。
玻璃翻窗组件安装
a. 对照组装细目玻璃翻窗组件编号选取组件,按组装图要求进行组装。
b. 首先清理翻窗横框和上扇框挂轴、挂钩(词条“挂钩”由行业大百科提供)处的铝屑、胶等残留物。
c. 把玻璃翻窗组件挂在挂轴上,居中放置;安装翻窗压板,自攻钉带胶攻入,钉帽处抹胶密封。
d. 安装伸缩支撑,调整开启角度(最大30°),用钉固定。自攻钉带胶攻入,钉帽处抹胶密封。
e. 转动手柄,调正锁块位置。要求手柄转动力量适度、灵活,翻窗开启自如。
f. 旋紧锁块调整钉,攻入自攻螺钉。要求钉带胶攻入,钉帽处抹胶密封,使外视效果美观、干净。
※ 铝板安装
A.对照组装细目铝板编号选取组件,按组装图要求进行组装。
B.把铝板组件平放在框架上,先由上向下推到位,再由右向左推到位。铝板组件调正位置(两侧与支撑件边缘对齐,挂件全部实接触)后固定。
附件安装
a. 密封塞: 先在工艺孔处涂密封胶,然后压入密封塞,要求外视效果美观、干净。
b. 排水风屏障: 先用清洁剂清洗上横框开口处型材底面,用胶水粘接。要求排水风屏障居中放置,覆盖排水口。
※ 打密封胶
A. 准备工作: 检测单元幕墙板块的外形尺寸, 清理残留物。
B. 中空玻璃组件周边密封。
C. 在板组件下方的中空玻璃组件付框端头密封,然后在竖框侧面开泻水孔φ10左右。
D. 对可能发生雨水渗透的缝隙处均要求打胶密封。
※ 装饰扣板、扣板安装
A. 对照组装细目中装饰扣板规格正确选取所需。
B. 对照组装图正确穿装胶条,注意方向,胶条槽口用钳子捏扁,以防止胶条松动、脱落。
C. 对照组装图正确安装装饰扣板、扣板,然后压入相对应胶条,
所有打胶工作全部在我司专门的打胶车间完成。
第七步骤:清洗板块
把单元幕墙板块内外视面清理干净,把单元幕墙板块代号标识标在统一位置,以便于查找。
第八步骤:成品检验
※ 核对《单元幕墙板块组装过程质量检查表》,核对各工序检验员有无漏检,标识上有无漏项,对外形尺寸按组装图检验,对注胶质量进行检验。
※ 对照组装图,检验组件有无少装、漏装,螺栓(词条“螺栓”由行业大百科提供)是否松动,开启部分转动是否灵活。
※ 合格品按标识作好记录,以备查找。并在指定的地方按各种规格和各个层面分开摆放并作标记。
※ 成品检验时着重检查,单元幕墙板块的外形尺寸,注胶质量,玻璃、铝板及铝型材的表面质量。
第九章:成品固化、装车
必须在表面开始固化前放进固化区,在完全固化前不得搬动,单元幕墙板块须摆放在专用的工位器具上,单元幕墙板块固定在工位器具上后才能吊。
附:单元板块组装工艺流程
集件 →单元框穿插接胶条工序 →单元框粘单面贴工序→单元横框端面涂密封胶工序→单元竖框端面涂密封胶工序→单元组框工序→单元框清理残胶工序→单元框检测工序→单元框钉头涂密封胶工序 →安装单元背板工序→安装单元背板角片工序→切割岩棉(词条“岩棉”由行业大百科提供)工序→安装岩棉工→安装岩棉加强筋(词条“加强筋”由行业大百科提供)工序→粘铝箔胶带工序 →单元背板涂密封胶工序→清洁玻璃工序→粘单面贴工序→置入玻璃并调整工序→检测工序→注结构胶工序→清理结构胶工序 →固化工序 →粘美纹纸工序 →粘双面贴工序→穿横框胶条工序 →穿竖框胶条工序→涂密封胶工序→胶条角部涂密封胶工序 →清理密封胶工序 →固化工序→清洁工序

a. 操作方法:
由专人按设计图纸及细目集件,经检查型材及其附件、螺钉等无质量问题后,运至组装工位。
单元框穿插接胶条工序

操作方法
除去横、竖框端面毛刺与铝屑,按设计图纸将胶条穿入横、竖框的胶条槽内,向回推,复原胶条的拉伸力,且两端长出型材端面25mm,切齐,胶条与框两端注入胶水,保证胶条不窜动,胶条的倒偏方向朝单元内侧。

单元框粘单面贴工序
操作方法:
在框型材对接端面腔内粘单面贴(5*5),保证牢固,与框型材端面平行, 且单面贴外侧距型材端面5mm。
a. 单元横框端面涂密封胶工序

操作方法:使用“三块抹布”的操作方法将横框腔内单面贴外侧的基面及横框端面擦拭干净,用手动胶枪将耐候密封胶(灰色)均匀涂在横框端面和单面贴侧面,同时向钉孔内注胶,保证横框端面涂胶厚度2-3mm,单面贴涂胶厚度7-8mm.
a. 单元竖框端面涂密封胶工序

操作方法
使用“三块抹布”的操作方法将竖框腔内单面贴外侧的基面及竖框端面擦拭干净,用手动胶枪将耐候密封胶(灰色)均匀涂在竖框端面和单面贴侧面,同时向钉孔内注胶,保证竖框端面涂胶厚度2-3mm,单面贴涂胶厚度7-8mm.
a. 单元组框工序

操作方法
用气动起子将十字刀头卡牢,用盘头自攻钉将框型材连接牢固,自攻钉必须与型材垂直,保证连接部位装饰面阶差、缝隙、对角线符合图纸技术要求。用风管将单元上的铝屑吹净。
a. 单元框清理残胶工序

操作方法
用抹布和刮板将残留在单元内外侧的耐候密封胶清理干净。

检测单元阶差
操作方法
用直角尺及塞尺检测单元阶差,保证单元各处阶差≤0.2mm.

检测单元缝隙
操作方法
用塞尺检测单元缝隙,保证单元各处缝隙≤0.2mm.
a. 检测单元对角线

操作方法
用钢卷尺检测单元对角线,保证单元对角线≤2mm,长、宽偏差≤0.5mm.
a. 单元框钉头涂密封胶工序

操作方法
单元连接牢固后对所有螺钉的钉帽、钉头用手动胶枪涂耐候密封胶(灰色)。
a. 安装单元背板工序

操作方法
将背板平铺在工装上,用尼龙垫片调整背板与横、竖框间隙,使背板居中,然后用气动起子将十字刀头卡牢,将安装背板用的不锈钢盘头自攻钉把背板、尼龙垫片与横、竖框连接牢固。(注意:气动起子与背板之间必须保持垂直)。
a. 安装单元背板角片工序

操作方法
把工装固定在横、竖框上,确定好各角片的位置,用手电钻将孔钻好(必须保证钻头与横、竖框垂直),用气动起子将十字刀头卡牢,将角片用不锈钢盘头自攻钉把角片安装在横、竖框上,并在角片与框之间放入尼龙垫片,垫片与框之间涂耐候密封胶(灰色),攻钉前钉孔注胶,钉帽、钉尾盖胶,之后将残胶、铝屑清理干净。
a. 切割岩棉工序
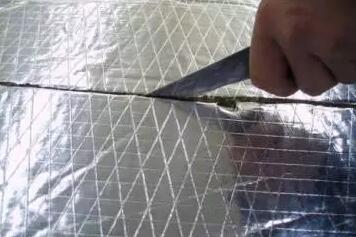
操作方法
用壁纸刀将岩棉根据图纸尺寸切割成型。
a. 安装岩棉工序

操作方法
将岩棉平放在背板上,岩棉与横、竖框四周间隙应相等、均匀。
a. 安装岩棉加强筋工序

操作方法
将加强筋与竖框连接用的孔用手电钻钻好(必须保证钻头与竖框垂直),用气动起子将十字刀头卡牢,用不锈钢盘头自攻钉将加强筋与竖框固定。之后将铝屑清理干净。
a. 粘铝箔胶带工序

操作方法
用铝箔胶带将所有岩棉接缝以及岩棉与横、竖框四周的间隙处粘接,不允许外观见到岩棉丝。
a. 单元背板涂密封胶工序

操作方法
单元背板、岩棉安装完成后,用手动胶枪在背板与框型材的间隙处涂耐候密封胶(灰色),胶缝要连续、饱满、平整、光滑、美观,无气泡、无接头、无残胶、无飞边、无污迹,转角处圆滑过渡、无缺肉断裂。钉头涂耐候密封胶(灰色),之后将残胶清理干净。
a. 清洁玻璃工序
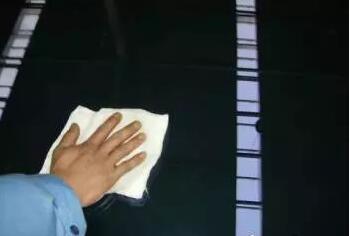
操作方法
将中空玻璃置于组装架上,将中空玻璃四周的残胶清理干净,之后将中空玻璃两面擦拭干净,同时检查中空玻璃两面有无划伤、破损。

粘双面贴工序
操作方法
将按图纸要求的双面贴按图纸位置粘在框型材上,双面贴端头处应切割平直,对接时保持两双面贴平行、接头无缝隙;接头必须在单元的竖框上方以及在上横框上,保证单元整洁美观;之后将单面贴保护纸带揭掉。
a. 置入玻璃并调整工序--置入玻璃

操作方法
将吸盘置于中空玻璃表面,之后将中空玻璃置于单面贴上。

置入玻璃并调整工序(调整玻璃)
操作方法
调整中空玻璃位置,左右与竖框边界距离均匀,下部与双面贴靠严,同时注意保证双面贴平整、无褶邹,与玻璃粘接牢固。
a. 检测工序

操作方法
用直角尺及塞尺检测中空玻璃的阶差,保证中空玻璃阶差≤0.5mm.

注结构胶工序
操作方法
在中空玻璃与框型材之间涂结构胶(黑色),要求胶缝要连续、饱满、平整、光滑、美观,无气泡、无接头、无残胶、无飞边、无污迹,转角处圆滑过渡、无缺肉断裂,与中空玻璃平齐。
注意:1、每次涂结构胶之前必须检查结构胶的使用日期,保证结构胶在保质期内使用;另外涂结构胶之前必须做结构胶的各项试验,确保可以使用!。
2、硅酮结构胶应在温度10℃~40℃,相对湿度40%~80%的清洁环境条件下使用,这样可以获得较佳的粘结效果。
a. 清理结构胶工序

操作方法
用刮板将溢出的结构胶刮平,胶缝要均匀、光滑、齐整,无气泡、褶皱、裂痕。将多余的残胶清理干净。
a. 固化工序
操作方法
单元清理结构胶后,在固化区固化。固化区应保证单元固化所需要的温度(15℃-30℃)、湿度(40%-60%)及洁净环境。固化时严禁移动单元。
a. 粘美纹纸工序

操作方法
将美纹纸均匀、平直的粘在中空玻璃,保护中空玻璃在涂密封胶时表面整洁。
a. 压入泡沫棒工序

操作方法
在玻璃之间形成的注胶槽中塞入泡沫棒(按图纸要求),并用专用工具使泡沫棒均匀低于玻璃及框面4-5mm.
a. 穿横框胶条工序

操作方法
除去横框端面毛刺与铝屑,按设计图纸将胶条穿入横框的胶条槽内,向回推,复原胶条的拉伸力,且两端长出型材端面25mm,切齐。用“三块抹布”的操作方法将胶条内侧清洗干净,并让横框胶条与双面贴充分粘贴。
a. 穿竖框胶条工序
操作方法
除去竖框端面毛刺与铝屑,按设计图纸将胶条穿入竖框的胶条槽内,向回推,复原胶条的拉伸力,且两端长出型材端面25mm,切齐。用“三块抹布”的操作方法将胶条内侧清洗干净,并让横框胶条与双面贴充分粘贴。
a. 涂密封胶工序

操作方法
用“三块抹布”的操作方法将横、竖框胶条、玻璃之间清洗干净,用手动胶枪注入密封胶(黑色),保证胶缝要连续、饱满、平整、光滑、美观,无气泡、无接头、无残胶、无飞边、无污迹,
转角处圆滑过渡、无缺肉断裂。
注意:1、涂密封胶前必须检查密封胶的使用日期,保证密封胶在保质期内使用。
2、在4~+40℃的温度范围内使用,用打胶枪挤出(词条“挤出”由行业大百科提供)直接施工即可。
a. 胶条角部涂密封胶工序

操作方法
用“三块抹布”的操作方法将横、竖框胶条清洗干净,用手动胶枪在横、竖框胶条对接处注入密封胶(黑色),保证角部胶缝为R3mm的圆角,保证外观无气泡,整洁美观。
a. 清理密封胶工序

操作方法
清理打胶表面,用刮板将密封胶刮平,保证胶缝要连续、饱满、平整、光滑、美观,无气泡、无接头、无残胶、无飞边、无污迹,转角处圆滑过渡、无缺肉断裂。将保护胶带及美纹纸清理干净。
a. 固化工序

操作方法
单元清理密封胶后,在固化区固化。固化区应保证单元固化所需要的温度(15℃-27℃)、湿度(50%以上)及洁净环境。固化时严禁移动单元。
a. 清洁工序
操作方法
将润湿丙酮或酒精的干净抹布对单元装饰面进行擦拭,保证无铝屑、无杂物、无残胶、无手印等痕迹,无划伤、磕碰、无溶剂咬痕。





















